短短1秒钟转瞬即逝,但在生产线上却无比珍贵。稀土钢板材厂坚持追求极致效率,2250毫米热轧生产线精轧区域连轧机两块钢坯之间的轧制间隔时间持续缩短,于近日达到历史最好水平。这是继实现“两块钢轧制”以来,该厂精轧生产节奏又一次新突破。
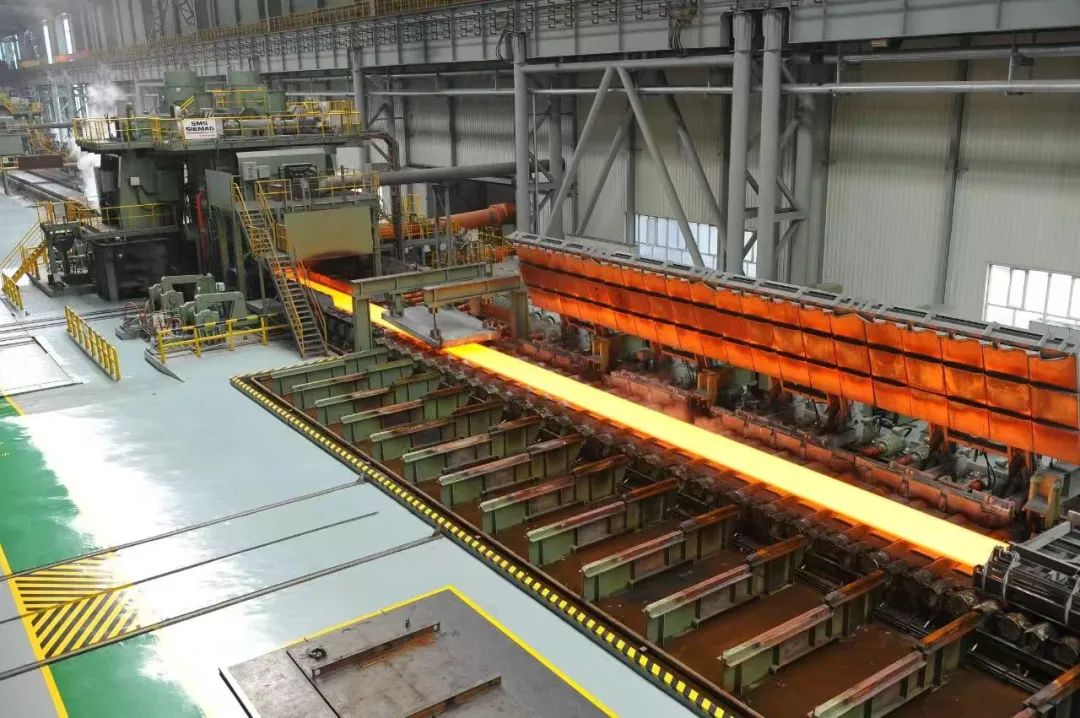
投产于2013年的2250毫米热轧生产线,是包钢股份轧制钢种范围最大、轧制规格覆盖最广的热轧生产线,其产品具有强度高、精度高、表面质量好等特点,而轧制节奏是限制该产线生产效率的主要因素。针对这一情况,稀土钢板材厂成立精轧生产节奏提升攻关组,通过优化精轧入口就绪条件、延后中间坯降速点、调整飞剪剪切速度、优化入口区域两块钢安全距离,加快精轧生产节奏。

2022年,稀土钢板材厂成功实现精轧区域连轧机同时轧制“两块钢”的突破,最快达到“第六架抛钢、第一架咬钢”,迈入行业第一梯队。此后,精轧生产节奏持续加速。2023年4月,实现“第四架抛钢、第一架咬钢”,最短轧制间隔达到11秒。追求极致效率的脚步从未停止。今年以来,该厂通过对标学习改善,精轧区域连轧机轧制间隔时间在原有基础上又缩短了1秒钟,仅为10秒钟,达到投产以来最快。
审核|包钢股份综合部